About Rockdoor
We don’t just make doors — we perfect them. Since 1996, Rockdoor has poured innovation, craft, and a touch of obsession into every composite door we create.

A legacy of innovation
Rockdoor was founded on a bold vision: to transform the ordinary front door into something remarkable. Today, we remain leaders in the composite door industry, committed to delivering unique doors that are strong, secure, and beautifully crafted. Our focus has never wavered — constant refinement, innovation, and improvement.
Innovation isn’t just a word — it’s in our DNA. From the first S-Glaze doors to reinforced core structures, we’re proud to be the pioneer of the original composite door, setting the benchmark for quality and performance in the UK. All our designs are unique, built with longevity in mind, combining high-quality materials and clever engineering to deliver doors that protect homes and look stylish doing so.
Every Rockdoor is crafted by research, creativity, and careful testing. We’ve always aimed to set the standard for what a composite door can be. Many of our designs, including our French and Double Doors, were the first in the industry to earn Secured by Design accreditation, reflecting our commitment to innovation and excellence.

Why choose Rockdoor?
More than just a door, a Rockdoor combines thoughtful design and solid construction to meet the highest security standards — and there’s plenty more that makes them stand out:
- Unique Styles & Standout Colours – Tailored designs for every home.
- Wide Glazing & Hardware Options – Personalised to your taste.
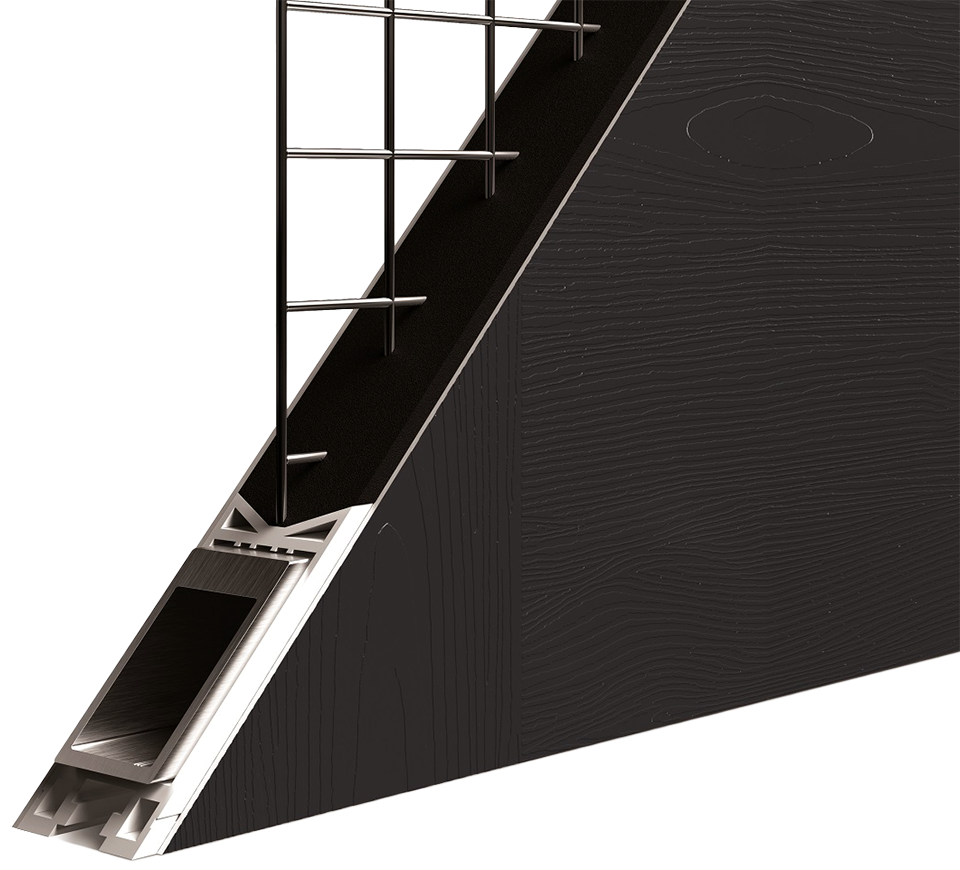
- S-Glaze & Reinforced Core – Built-in glazing with aluminium & uPVC strength.
- Thermal Performance & A-Rated Efficiency – Keeps your home warm and energy-efficient.
- Premium Hinges & Diamond Secure Cylinders – Smooth, durable, and secure.
- Chamfered Leading Edge – A refined finish for smooth functionality.
- Made in Britain – Every Rockdoor is crafted at our facility in Lancashire.
Every detail is considered, and with multiple accreditations to back its performance, your Rockdoor isn’t just a door — it’s a statement.

Our people, our pride
Behind every Rockdoor is a team that shares the same vision: creating doors that stand the test of time. From the first Computer-Aided Design (CAD) draft to the final door rolling off the line, our designers, R&D specialists, production workers, and quality control teams, all contribute to delivering doors made to the highest standard.
Collaboration is key. Our teams work closely at every stage, combining creativity, technical skill, and meticulous testing to ensure that every Rockdoor meets our rigorous standards. It’s a process built on shared knowledge and a collective dedication to quality.
Beyond technical excellence, there’s a culture shaped by pride and genuine care. We love what we do, and that shows — in the precision of every door sash, the smoothness of every finish, and the confidence homeowners feel when they choose a Rockdoor.
A door love story
For nearly three decades, we’ve crafted every door with the same care we’d give our own homes. That commitment shines through in the precision, strength, and seamless way each door fits into everyday home life.
Quality at every stage
Our Quality & Control team ensures every door lives up to Rockdoor’s reputation. Every detail, from the sash to the hinges and locks, is checked before it reaches a home, ensuring performance matches the promise.
Setting the standard
From S-Glaze technology to reinforced door cores, Rockdoor has continually raised the bar for safety, security, and design. These innovations aren’t just milestones — they define what you can expect from a premium composite door.
It showcases our full range of unique styles, stand out colours, bespoke glazing options, and more, helping you choose a door that fits your space, style, and personality.

From measurements to specifications, including minimum and maximum sizes by door style, it covers the key details you need to pick the right Rockdoor for your home.
Made to measure
Manufactured at our Lancashire plant, every Rockdoor is made to measure — never cut to fit, which can weaken the door and compromise the unique security and strength that define Rockdoor. If you choose a timber or GRP door, these are cut to fit, not made to measure.

Looking for Inspiration?
Looking for ideas you can picture on your own home? Explore our Door Gallery and see how homeowners across the UK have chosen Rockdoor’s most popular styles, colours and finishes.
























30 Years of Innovation
For almost 30 years, we’ve been redefining what a door can be. From signature styles and striking glass designs to pioneering construction and unmatched security, our innovations have earned the trust of more than one million homeowners throughout the UK.





Unique Doors
Every Rockdoor is uniquely made to reflect your personal taste, not just for how it looks, but for how it feels the moment you step through.
Customised Glass
With Rockdoor, each glazing design is crafted individually to strike the perfect balance of light, privacy, and personality for your home.
Standout Colours
Make an unforgettable impression with Rockdoor’s carefully curated colour range, designed to complement any style and last for years.
Highly Secure
Rockdoors are made to measure, never cut to fit, and with a reinforced inner frame, precision engineering, and multi-point locking systems, they are guaranteed to protect what matters most.
Warm & Cosy
There’s nothing like walking into a warm, cosy home. A Rockdoor helps make that welcome a little more comforting, every day — without you even thinking about it.
Unique Doors
Every Rockdoor is uniquely made to reflect your personal taste, not just for how it looks, but for how it feels the moment you step through.
Customised Glass
With Rockdoor, each glazing design is crafted individually to strike the perfect balance of light, privacy, and personality for your home.
Standout Colours
Make an unforgettable impression with Rockdoor’s carefully curated colour range, designed to complement any style and last for years.
Highly Secure
Rockdoors are made to measure, never cut to fit, and with a reinforced inner frame, precision engineering, and multi-point locking systems, they are guaranteed to protect what matters most.
Warm & Cosy
There’s nothing like walking into a warm, cosy home. A Rockdoor helps make that welcome a little more comforting, every day — without you even thinking about it.
Awards & Standards
Rockdoor standards for strength and security often surpass the industry benchmarks, recognised by the leading independent external bodies for residential door security and build quality.
We are proud to say all Rockdoors are designed, engineered and built right here in Britain.


Security Guaranteed
All of our doors come protected with a 3 star cylinder, which has a built in "Active Snap Protection" technology with an advanced internal locking system that will prevent access into the inner workings of the door bolt if it has been snapped on the outside.
We are so confident of our locks that we offer a £2,000 security guarantee against lock snapping.
Trusted Local Installers
Our wide network of 200+ Rockdoor Trusted Installers will help you choose your perfect door, carry out a hassle-free survey, provide you with an estimate and help plan your installation.

Design your dream door with the Rockdoor 3D Door Designer.
Choose unique styles, colours, and glass, then visualise on your home.
We are different.
We are Rockdoor.
Rockdoor stands in a league of its own because it’s engineered as a complete security and performance system. Every Rockdoor is built to order—crafted to look exceptional and last a lifetime. The result is a Rockdoor offering outstanding strength, efficiency, and long-lasting reliability, paired with style to suit any home.